 谘詢熱線(xiàn):86-755-29773559谘詢熱線(xiàn):86-755-29773559
谘詢熱線(xiàn):86-755-29773559谘詢熱線(xiàn):86-755-29773559
深(shēn)圳市科翔模具有限公司
電話: 86 - 755 - 2977 3559
電話: 86 - 755 - 29604615
傳真: 86 - 755 - 2960 4572
郵箱: kexiangmold@126.com
sales@cousunmold.com
地址: 深圳市光明新區公明街(jiē)道(dào)西田(tián)社
區第二工業區24棟A區
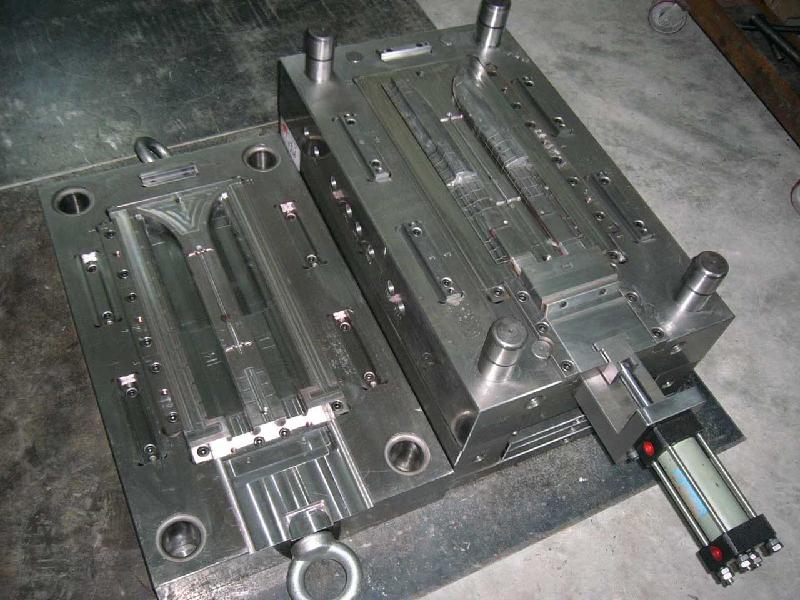
為(wéi)了(le)讓注(zhù)塑模具加工成果達到(dào)客戶的要求,製定了很多的模具加工(gōng)規範。對於並非核心部位的(de)模具撐頭和中托(tuō)司,同樣也有高標準的要求。接下來,就由雙色注塑廠為(wéi)大家詳細介(jiè)紹下:關於模具撐(chēng)頭、中托司(sī)的加工規範。
一、撐頭存在(zài)的意義是:為了保證成型模具的正常生產,預防模具(jù)成型(xíng)衝壓(yā)變形造成(chéng)產品披鋒,後模(mó)支撐B板應布置適量的(de)撐頭。
其(qí)加工規範一般是:長度等於(yú)方鐵的高度加(jiā)上(0.1~0.2)mm。另外,撐頭需用螺絲固(gù)定(dìng)在模(mó)具的底板上。
二、中托司的目的是:為防止(zhǐ)頂針、司筒針在頂出時不平衡,許多頂針、司筒批鋒是由此造成的。
對於其加(jiā)工標準,東莞市馬馳科雙色(sè)注塑廠規定如下:
A、大模(mó)(4050以上)頂(dǐng)針(zhēn)板按標準加裝中托司。
B、行位較大,且(qiě)多個行位的模具需增加中托司
C、頂針,司(sī)筒較多,且有斜(xié)頂的需加做中托司。
注:有些模具因設(shè)計疏忽該加中托司的漏加,造成司筒,頂針披鋒,燒針卡死等問題,後續(xù)補加中托司,造成生產延期,浪費工時,且有(yǒu)的(de)難找位置補(bǔ)加。

全國服務熱線:
 深圳市科翔模(mó)具有(yǒu)限公司
深圳市科翔模(mó)具有(yǒu)限公司 掃一掃
添加微信谘詢
全國免費服務熱線
137-1421-9339